
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Tesniaca matica z uhlíkovej ocele
Skúsení inžinieri podporujú výrobné procesy v Xiaoguo. Počas aplikácie sa tesniaca matica z uhlíkovej ocele trvalo deformuje do materiálov pomocou nástrojov, čím sa vytvorí pevný spoj odolný voči vibráciám bez potreby zvárania alebo závitovania.
Model:QIB/IND B
Odoslať dopyt
Popis produktu
Tesniace matice z uhlíkovej ocele sú typom spojovacieho prvku používaného na spájanie tenkých dosiek alebo plechov. Sú vyrobené z uhlíkovej ocele, temperované a kalené na zvýšenie tvrdosti a povrch je pozinkovaný alebo inak odolný voči korózii.
Tesniaca klinčovacia matica je celkom jednoduchá, môžete použiť štandardné pneumatické alebo hydraulické klinčovacie nástroje. Funguje to takto: najprv vložte maticu do vopred vyrazeného otvoru a potom použite súpravu razidla a matrice na vyvinutie tlaku. Matrica stláča plech okolo klincovacieho goliera matice a vytvára pevný mechanický zámok v jednom rýchlom kroku.
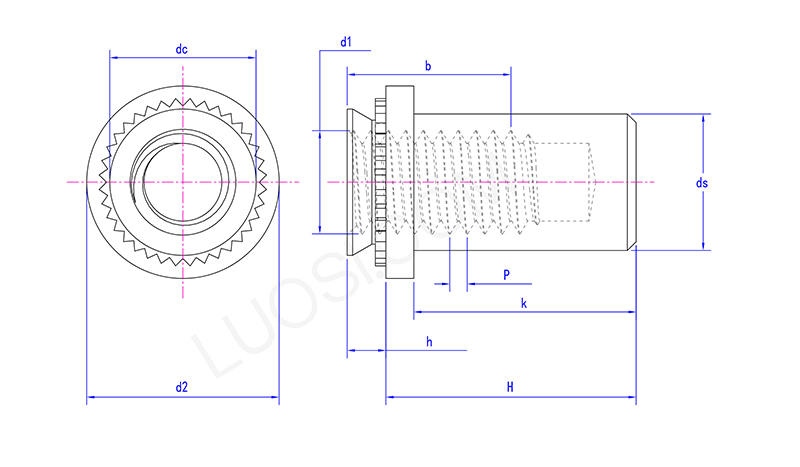
| Po | M3-1 | M3-2 | M4-1 | M4-2 | M5-1 | M5-2 | M6-1 | M6-2 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 |
| ds max | 3.84 | 3.84 | 5.2 | 5.2 | 6.35 | 6.35 | 8.75 | 8.75 |
| jednosmerný max | 4.2 | 4.2 | 5.38 | 5.38 | 6.33 | 6.33 | 8.73 | 8.73 |
| b min | 5.3 | 5.3 | 7.1 | 7.1 | 7.1 | 7.1 | 7.8 | 7.8 |
| h max | 0.91 | 1.38 | 0.97 | 1.38 | 0.97 | 1.38 | 1.38 | 1.38 |
| H max | 9.85 | 9.85 | 11.45 | 11.45 | 11.45 | 11.45 | 14.55 | 14.55 |
| H min | 9.35 | 9.35 | 10.95 | 10.95 | 10.95 | 10.95 | 14.05 | 14.05 |
| k max | 8.5 | 8.5 | 9.8 | 9.8 | 9.8 | 9.8 | 12.7 | 12.7 |
| d2 max | 6.6 | 6.6 | 8.2 | 8.2 | 9 | 9 | 11.35 | 11.35 |
| d2 min | 6.1 | 6.1 | 7.7 | 7.7 | 8.5 | 8.5 | 10.85 | 10.85 |
| d1 | M3 | M3 | M4 | M4 | M5 | M5 | M6 | M6 |
špecifikácie:
Tesniace klinčovacie matice z uhlíkovej ocele sú definované kľúčovými rozmermi: veľkosť závitu (ako M4, M5, M6 alebo 1/4"-20), priemer klinčovacej manžety, celková výška, rozmery tesniacej podložky a rozsah hrúbky plechu, s ktorým pracujú (minimálne aj maximálne). Môžete ich získať so štandardnými metrickými alebo palcovými závitmi.
Ich sila prichytenia (ako dobre odolávajú vytlačeniu alebo skrúteniu) je testovaná podľa priemyselných noriem (napríklad ISO, DIN, IFI). Výber správnej veľkosti je veľký problém, zaisťuje to, že tesnenie drží a matica je dostatočne pevná na prácu.
Odporúčané kroky inštalácie:
Na inštaláciu tesniacej matice z uhlíkovej ocele potrebujete špecializovaný klinčovací nástroj a súpravu matrice, ktorá presne zodpovedá veľkosti matice. Najprv vložte maticu do vopred vyrazeného otvoru v plechu. Potom nástroj aplikuje kontrolovaný tlak, vďaka čomu sa vodiaci prvok a vrúbkovanie matice zaboria do okolitého kovu. Tento proces tvarovania za studena pevne uzamkne maticu z nehrdzavejúcej ocele na mieste a súčasne pritlačí vstavanú tesniacu podložku k panelu. Takto vytvára nepriepustné tesnenie, vďaka ktorému sú tieto matice jedinečné.
Hot Tags: Tesniaca matica z uhlíkovej ocele, Čína, výrobca, dodávateľ, továreň
Súvisiaca kategória
Šesťhranná matica
Štvorcová matica
Šesťhranná prírubová matica
Poistná matica
Krycia matica
Šesťhranná drážková matica
Ručne zaskrutkujte maticu
Okrúhla matica
Náboje Matice
T-matica
Trstinový orech
Ostatné orechy
Odoslať dopyt
Neváhajte a zadajte svoj dopyt vo formulári nižšie. Odpovieme vám do 24 hodín.
Súvisiace produkty








