
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


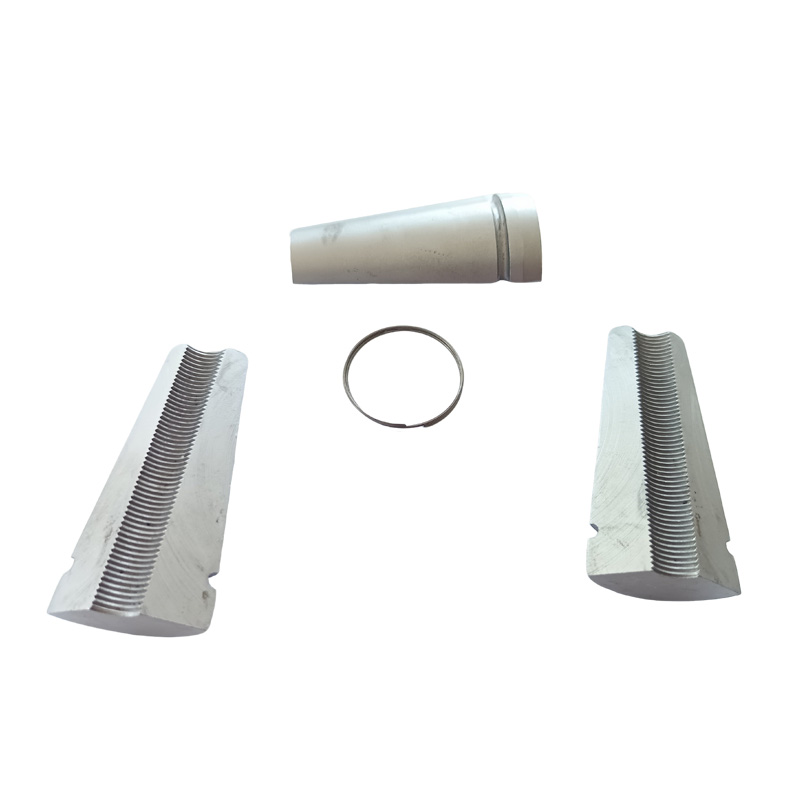
Prídavné napínacie kliny kované za studena
Xiaoguo® umožňuje prispôsobenie vzoru povrchových zubov za studena kovaných dodatočne napínacích klinov. Je precízne spracovaný podľa vašich požiadaviek na vytvorenie jednotných zubových vzorov, ktoré sa dokážu pevne zahryznúť do oceľových lán s priemerom 12,7 - 17,8 mm. Aj keď napínacia sila dosiahne až 2000 MPa, nešmýka sa. Chcete takýto produkt?
Odoslať dopyt
Popis produktu
Materiál
Výber materiálov za studena kovaných postťažných klinov priamo ovplyvňuje ich konečný výkon, najmä rovnováhu medzi odolnosťou proti opotrebeniu povrchu a húževnatosťou jadra.
Bežné materiálové systémy:
(1)20CrMnTi (preferované)
Ako nízko uhlíková legovaná oceľ je to preferovaný materiál na výrobu vysokopevnostných predpätých klinov. Jeho hlavná výhoda spočíva v schopnosti dosiahnuť extrémne vysokú tvrdosť a odolnosť proti opotrebeniu na povrchu prostredníctvom procesov nauhličovania alebo kokarburizácie uhlík-dusík, pri zachovaní dobrej húževnatosti vo vnútri za studena kovaných dodatočne napínacích klinov.
(2)40Cr / 45# oceľ
Tieto dva materiály dosahujú rovnováhu medzi výkonom a nákladmi a sú vhodné pre scenáre so strednými požiadavkami na pevnosť.
(3)Iné materiály
V americkom štandardnom systéme sa používajú aj materiály ako AISI C12L14, C11L17, 40Cr a C45.

Požiadavky na remeslá
Kovanie za studena je základným výrobným procesom pre napínacie kliny kované za studena, ktoré dokáže nielen zabezpečiť vysokú presnosť, ale aj výrazne zvýšiť efektivitu výroby a využitie materiálu.
【1】 Výrobný proces jadra
(1)Hlaďovanie za studena / extrúzia za studena: Hlavný proces zahŕňa použitie stroja na hrubovanie za studena alebo lisu na vytláčanie a tvarovanie kovového bloku pri izbovej teplote.
(2) Proces tvarovania: Výrobný proces zvyčajne zahŕňa kroky ako „rezanie materiálu → tvarovanie plochého razidla → viacpolohové tvarovanie za studena“ a môže vytvoriť základný tvar za studena kovaných dodatočne napínacích klinov v jednej alebo viacerých etapách.
(3)Výhoda procesu: Proces kovania za studena má extrémne vysokú mieru využitia materiálu, ktorá zvyčajne dosahuje viac ako 85% a pokročilé techniky môžu dokonca dosiahnuť až 99%.
【2】 Presnosť spracovania kľúča:
(1) Drsnosť povrchu: Drsnosť povrchu kľúčových spojovacích plôch, ako sú kužeľové otvory kotevnej dosky, je extrémne vysoká. Typicky je hodnota Ra pre kužeľové otvory 0,8, zatiaľ čo pre ostatné časti je to 3,2, aby sa zabezpečila samosvornosť.
(2) Tolerancia rozmerov: Odchýlka priemeru kotevnej dosky by mala byť v rozmedzí ±0,5 mm a chyba uhla kužeľa by mala byť v rozmedzí ±0,3°.

FAQ
(1)Spĺňa materiál za studena kovaných dodatočne napínacích klinov požiadavky na húževnatosť pri nízkych teplotách (napríklad -40 °C)?
A: Áno. Náš materiál prešiel testom nárazu pri nízkej teplote -40°C s energiou nárazu ≥ 27J (v súlade s normou GB/T 229).
(2)Aké sú výhody kovania za studena oproti tradičnému kovaniu za tepla alebo obrábaniu?
Odpoveď: Kovanie za studena (hlavovanie za studena / vytláčanie za studena) sa vytvára pri izbovej teplote a má tri hlavné výhody:
①Vysoká miera využitia materiálu
② Vysoká rozmerová presnosť
③ Dobrá kvalita povrchu
(3) Aký druh povrchovej úpravy sa používa?
Štandardná povrchová úprava je fosfátovanie + olejový náter (základný antikorózny).
Pre prostredie s vysokou koróziou je možné zvoliť možnosti ako Dacromet alebo povlak zo zliatiny zinku a niklu.
Hot Tags: Napínacie kliny kované za studena, Čína, výrobca, dodávateľ, továreň
Súvisiaca kategória
Horúcne galvanizovaný oceľový drôt
Pozinkovaný oceľový drôt pre optické káble
Oceľový prameň
Guľatý lano
Letecký oceľový drôt lano
Drôtené lano z nehrdzavejúcej ocele
Uchopovací klin
Anchorage Gripper
Odoslať dopyt
Neváhajte a zadajte svoj dopyt vo formulári nižšie. Odpovieme vám do 24 hodín.








